




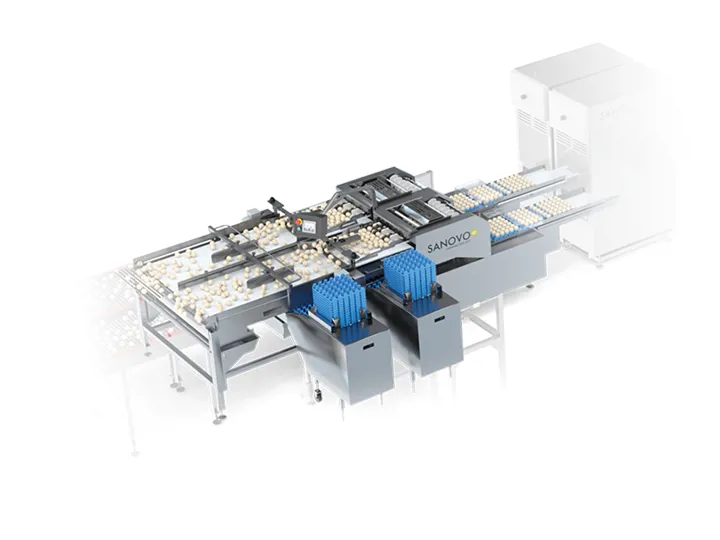
Farmpacker 40
- Até 14.400 ovos/hora
- 40 caixas/hora
A classificação de ovos na granja não é nova, mas agora é eficiente, automatizada e precisa. O SANOVO Farm Intelligence Unit traz tecnologia de visão baseada em IA para as operações de embalagem agrícola, permitindo que os produtores de ovos automatizem o controle de qualidade antes que os ovos sejam embalados em bandejas.
Ao detectar vazamentos, rachaduras, sujeira e variações de tamanho em tempo real, as granjas podem separar os ovos com base na qualidade e tamanho, garantindo que apenas os ovos premium cheguem ao próximo destino. Isso otimiza os lotes de ovos, garante melhores preços e melhora o gerenciamento do lote, ao mesmo tempo em que reduz o trabalho manual e minimiza o desperdício.
Mais controle, menos desperdício e um processo de embalagem mais limpo
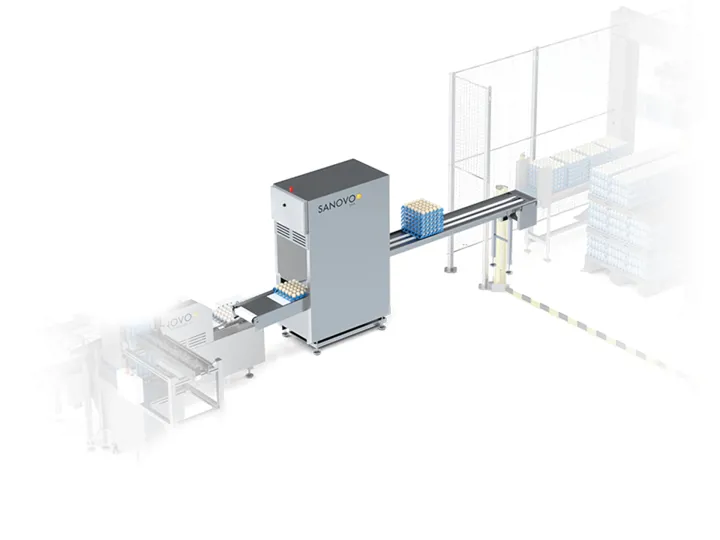
Com classificação inteligente e integração perfeita com o Farmpacker, a Farm Intelligence Unit ajuda a reduzir as interrupções na linha de embalagem, removendo vazamentos no início do processo. Isso minimiza os riscos de contaminação e contribui para um Farmpacker mais limpo, reduzindo a necessidade de limpeza e manutenção frequentes.
Controle total de classificação para agricultores - minimize o desperdício, maximize o valor
A Farm Intelligence Unit oferece aos agricultores controle total sobre os critérios de classificação, permitindo que eles definam o que deve ser aceito, reabilitado ou rejeitado com base em suas necessidades específicas.
Decisões mais inteligentes, ovos melhores
Com uma capacidade de até 72.000 ovos por hora (200 CPH), a Farm Intelligence Unit permite que os agricultores otimizem cada lote, reduzam o manuseio manual e melhorem a eficiência geral, garantindo uma operação mais forte e lucrativa desde o primeiro dia.



















Navegue pelos recursos disponíveis para este equipamento. Se você precisar de informações adicionais, envie uma solicitação através do botão "Fale conosco" neste produto.







