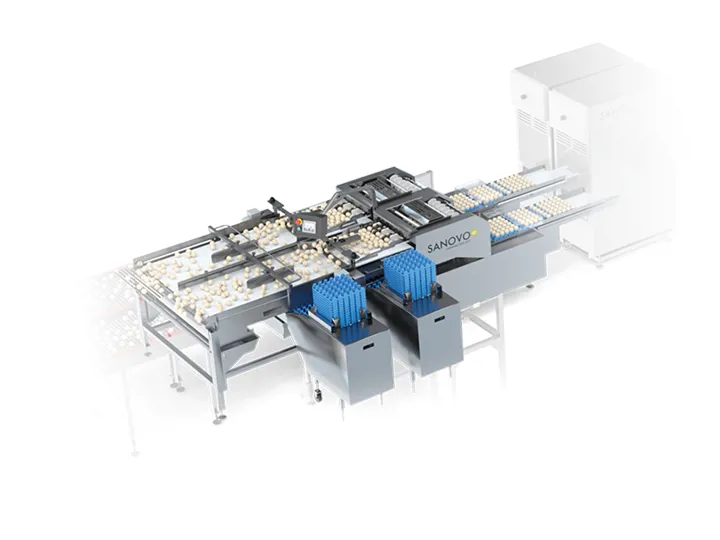
Farmpacker 40
- 高达 14,400 个鸡蛋/小时
- 40箱/小时
在农场对鸡蛋进行分类并不新鲜,但现在它变得高效、自动化和精确。该SANOVO Farm Intelligence Unit将人工智能驱动的视觉技术引入农场包装作,使鸡蛋生产商能够在鸡蛋装入托盘之前实现质量控制自动化。
通过实时检测泄漏、裂缝、污垢和尺寸变化,农场可以根据质量和大小分离鸡蛋,确保只有优质鸡蛋才能到达下一个目的地。这优化了鸡蛋批次,确保了更好的定价,并改善了鸡群管理,同时减少了体力劳动并最大限度地减少了浪费。
更多控制、减少浪费和更清洁的包装过程
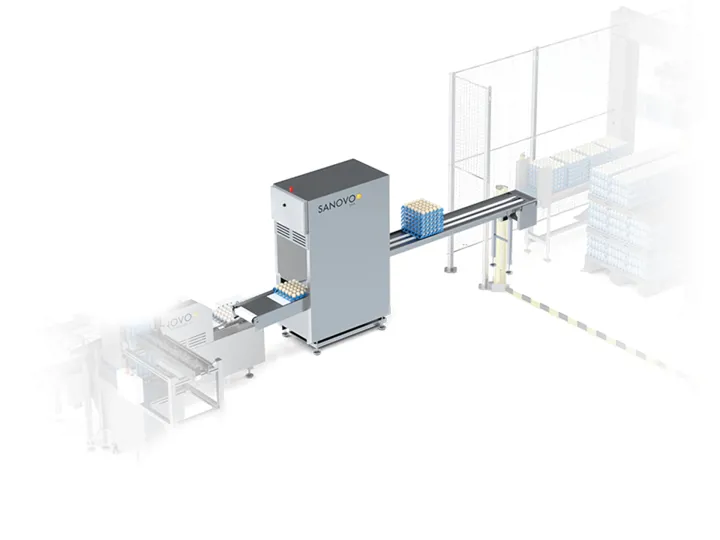
通过智能分拣和无缝的 Farmpacker 集成,Farm Intelligence Unit 通过在流程早期消除泄漏者来帮助减少包装线中断。这最大限度地降低了污染风险,并有助于使 Farmpacker 更清洁,减少频繁清洁和维护的需要。
为农民提供全面的分拣控制——最大限度地减少浪费,实现价值最大化
Farm Intelligence Unit 让农民能够完全控制分类标准,使他们能够根据自己的具体需求定义应该接受、恢复或拒绝的内容。
更明智的决策,更好的鸡蛋
Farm Intelligence Unit 的产能高达每小时 72,000 个鸡蛋(200 CPH),使农民能够优化每批鸡蛋,减少人工处理,提高整体效率,确保从第一天起就实现更强大、更有利可图的运营。
















浏览可用于此设备的资源。如果您需要更多信息,欢迎您通过本产品上的“联系我们”按钮提交请求。