




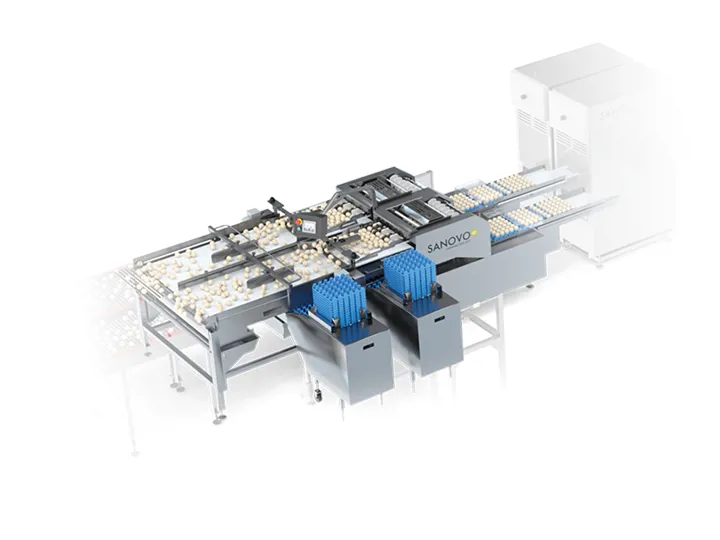
Farmpacker 40
- Up to 14,400 eggs/hour
- 40 cases/hour
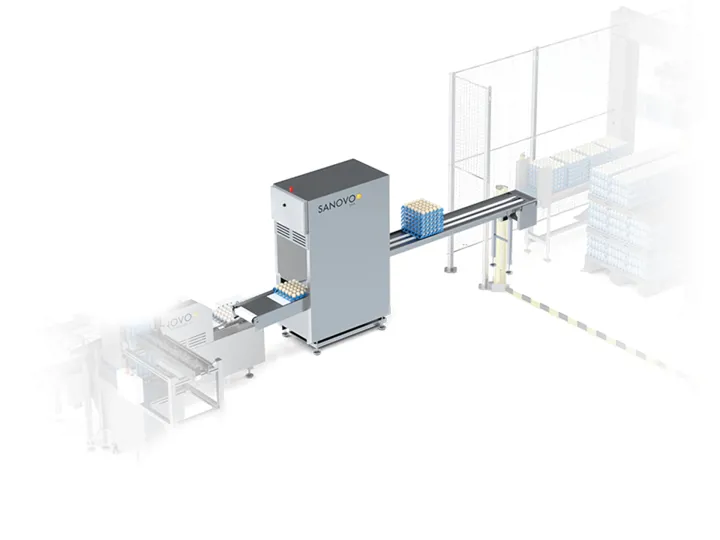
Sorting eggs on the farm isn’t new—but now it’s efficient, automated, and precise. The SANOVO Farm Intelligence Unit brings AI-powered vision technology to farm packing operations, allowing egg producers to automate quality control before eggs are packed into trays.
By detecting leakers, cracks, dirt, and size variations in real time, farms can separate eggs based on quality and size, ensuring that only premium eggs reach their next destination. This optimizes egg batches, secures better pricing, and improves flock management, all while reducing manual labor and minimizing waste.
More Control, Less Waste, and a Cleaner Packing Process
With intelligent sorting and seamless Farmpacker integration, the Farm Intelligence Unit helps reduce packing line disruptions by removing leakers early in the process. This minimizes contamination risks and contributes to a cleaner Farmpacker, reducing the need for frequent cleaning and maintenance.
Full Sorting Control for Farmers – Minimize Waste, Maximize Value
The Farm Intelligence Unit gives farmers full control over sorting criteria, allowing them to define what should be accepted, rehabilitated, or rejected based on their specific needs.
Smarter Decisions, Better Eggs
With a capacity of up to 72,000 eggs per hour (200 CPH), the Farm Intelligence Unit enables farmers to optimize every batch, reduce manual handling, and improve overall efficiency—ensuring a stronger, more profitable operation from day one.



















Browse through the resources available for this equipment. If you are in need of additional information you are welcome to submit a request through the "Contact us" button on this product.







